Standard Blind Rivets
Blind Rivet Terms
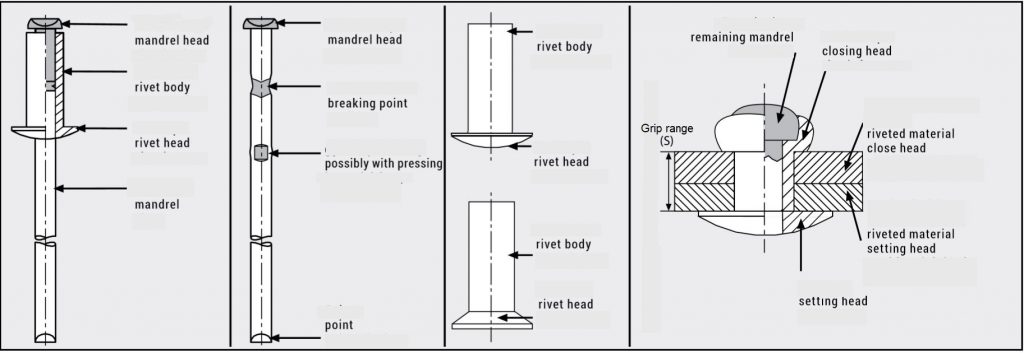
Rivet head Diameter
The rivet flange diameter is stated at minimum and maximum dimensions.
Nominal Mandrel Diameter
The nominal (or maximum value for grooved mandrels) is shown to assist in the selection of the correct rivet tool
nosepiece.
Rivet Body Length
The nominal rivet body length is stated.
A tolerance of +/- 0.5mm should be allowed for.
Grip Range S (Min-Max)
This is the recommended thickness range over which the body length will consistently provide a good setting in a
hole of the specified diameter.
Hole Size
This is the recommended diameter range of the drilled/punched hole which should be burr free.

To join two pieces of material, the body of the rivet is inserted into a pre-drilled hole, then a nail rivet tool is used to pull the top of the mandrel to expand the body, clamping the two materials together. The force of the rivet tool then pops off the mandrel, leaving behind the domed head blind rivet.
Standard blind rivets can be placed on components that are accessible on one side or on two sides.
Applications: Containers/tanks, hollow body, tubes, profiles, air ducts and many others.
Characteristics: Economical • Versatile • Strong • Secure

Rivet Body
Aluminium Rivets – Lightweight with good corrosion resistance.
Steel Rivets – Stronger than Aluminium with a “flash” coating of Zinc. Low corrosion resistance.
Stainless Steel Rivets A2 – Good Strength and excellent corrosion resistance.
Stainless Steel A4 Rivets – Good Strength and increased corrosion resistance
Copper Rivets – Relatively soft. Excellent corrosion resistance and conductivity.
Monel Rivets – The strongest blind rivet material with excellent corrosion resistance and conductivity. Also excellent high temperature suitability.
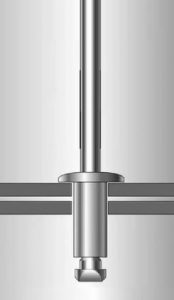 Open End “STANDARD” Rivets
Open End “STANDARD” Rivets
General purpose rivet available in a wide range of materials and head styles.
Suitable for applications with normal load bearing requirements.
By far the most commonly used style of blind rivet due to the ease of use and low initial cost.
Easy to install with easily available hand held riveting tools.
Head Styles

Dome Head Rivets

The Dome Headed or sometimes called Round head blind rivet is the most versatile and commonly used type whose lower profile head is approx. twice the diameter of the rivet body.
This provides adequate bearing surface for nearly all applications where metals are being joined.
Available in many material combinations.
Go to the Dome head Blind rivets page.
Countersunk or CSK Head Rivets

The Countersunk or CSK head profile provides a neat and flush finish to the joint.
This enables multiple layered assembly and also a safe surface without any projection.
Available in many material combinations.
Go to the CSK Blind Rivets page.
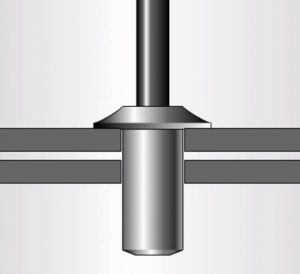
Large Flange Rivets
The large flange blind rivets are very useful for joining low density materials. In particular when the softer material is on the front side, the large flange spreads the load over a larger area and prevents the rivet from penetrating the material.
Used extensively for fixing exterior Laminate boards – generally known as Fundermax after the company that pioneered these laminates. Also available as Epoxy head painted option with a number of colours.

Go to the Large Flange Blind Rivets page.
CLOSED End “CUP” Rivets
Also known as Sealed Blind Rivet.
Designed with a completely closed body, this rivet is ideal for applications that need to be
water/pressure tight or where mandrel retention is paramount.
Used for providing a leak-proof joint.
- Dome Head
- CSK Head
- LARGE FLANGE
Go to the CLOSED End Blind Rivets page.
Multi-Grip Blind Rivets
 MULTI-GRIP Blind Rivets fit an extensive range of grip sizes so that if thickness differs somewhat, whether thinner or wider, the rivet can accommodate the variance.
MULTI-GRIP Blind Rivets fit an extensive range of grip sizes so that if thickness differs somewhat, whether thinner or wider, the rivet can accommodate the variance.
They are very versatile.
Available in a number of Head and Material options.
Go to the Multi-Grip Blind Rivets page.
Material Usage Guide
Galvanic Corrosion • When dissimilar metals come into contact in the presence of an electrolyte, a galvanic action occurs which corrodes one metal at a faster rate and the other more slowly. This phenomenon can cause major riveted joint failures and care must be taken to avoid the occurrence. The following table is a guide.
| METAL JOINED | |||||
| RIVET MATERIAL↓ | Aluminium | Coated Steel | Stainless Steel | Copper | Brass |
| Aluminium Rivets | YES | CARE | NO | NO | NO |
| Coated Steel Rivets | NO | YES | NO | NO | NO |
| Stainless Steel Rivets | CARE | CARE | YES | YES | YES |
| Copper Rivets | NO | NO | YES | YES | YES |
| Monel Rivets | NO | NO | YES | YES | YES |
| YES | Compatible | ||||
| NO | Incompatible – Avoid contact with each other | ||||
| CARE | Use with care. Painting metals will help | ||||
Hence,
1) Select materials that are as close together as possible in the Galvanic Series Chart.
2) Provide a barrier between the two metals, such as paint, non-metallic washer or gaskets.
3) Design the fastener as the cathode so the cathodic area is small as compared to the anodic area.
4) Use a metallic finish on the fastener that is close on the chart to the mating material.