JOINING TECHNIQUES FOR PLASTICS
Many of the recent innovations in fastening technology owe much to marketplace directives for smaller and lighter packages produced quickly and cost-effectively. These demands dictate that fasteners work harder, “smarter,” and in more ways to advance product design and development. As a result and in a notable departure from the past, designers now will more likely consider and specify attaching hardware as “first thought” instead of afterthought.
As a natural result of these innovations, utilization of plastic materials in engineering structures has increased because of benefits accruing from their low weight, high specific strength and elastic modulus, design flexibility, and reduced manufacturing
Sometimes you will have to assemble two or more component parts to produce a complex part. Early in the development stage, designers need to consider how they will effectively join mating components into a functional unit. Joining techniques can offer a cost-effective, aesthetically pleasing, and structurally sound solution for designing and manufacturing intricate parts.
Some of the joining techniques are enumerated below.
MECHANICAL FASTENING
Mechanical fasteners — screws, bolts and rivets — offer one of the least expensive, most reliable and commonly used joining methods for assemblies that must be taken apart a number of times.
When using common mechanical methods for securing parts, pay special attention to the fastener’s head.

Countersunk heads give a smooth flat finish, but produce undesirable tensile stress in the mating parts and should be avoided for plastics.
 Bolt or screw heads that have a flat underside, called Pan or Cheese head, produce less harmful, compressive stress in plastics.
Bolt or screw heads that have a flat underside, called Pan or Cheese head, produce less harmful, compressive stress in plastics.
These heads are to be preferred.
View our range of Machine Screws.
 Use flat washers under both nut and fastener heads.
Use flat washers under both nut and fastener heads.
These help distribute the assembly force over larger areas.
Ensure that there is sufficient distance between the edge of the fastener’s hole and the part’s edge. As a rule of thumb, this distance should be at least the diameter of the hole or twice the part’s thickness, whichever is greater.
SELF-THREADING OR SELF-TAPPING SCREWS
Self-threading screws are classified into two categories for plastic parts — thread-cutting and thread-forming.
Thread-Cutting
 Thread-cutting screws cut away material from the boss inner diameter to form a mating thread. Compared to thread-forming screws, the radial and hoop stresses in the boss wall are lower after installation, resulting in better long-term performance.
Thread-cutting screws cut away material from the boss inner diameter to form a mating thread. Compared to thread-forming screws, the radial and hoop stresses in the boss wall are lower after installation, resulting in better long-term performance.
Thread-Forming
 Thread-forming or tri-lobe screws do not have a cutting tip. They displace material in the plastic boss to create a mating thread. Because this process generates high levels of radial and hoop stress, avoid using these screws with less-compliant materials, such as polycarbonate blends. As an alternative, use thread-cutting screws for these materials.
Thread-forming or tri-lobe screws do not have a cutting tip. They displace material in the plastic boss to create a mating thread. Because this process generates high levels of radial and hoop stress, avoid using these screws with less-compliant materials, such as polycarbonate blends. As an alternative, use thread-cutting screws for these materials.
 An effective solution is to use thread-forming screws with 30° thread form. This feature allows the screw to make deeper grooves into the material and capture more of it between the threads, creating an even greater resistance to shear force while reducing stress.
An effective solution is to use thread-forming screws with 30° thread form. This feature allows the screw to make deeper grooves into the material and capture more of it between the threads, creating an even greater resistance to shear force while reducing stress.
View our range of Thread Forming Screws for use in Plastics.
Self-Piercing/Self-Drilling Screws
Generally, self-piercing or self-drilling screws that do not need a pilot hole, or screws that are force-fit into a receiving hole should not be used with parts made of thermoplastics as these produce high hoop stresses.
RIVETS
Rivets provide a low-cost, simple installation process that can be easily automated. Use them to join thin sections of plastics, plastic to sheet metal or plastics to fabric.
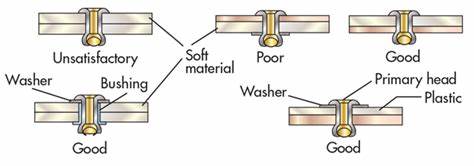
To minimize stresses, use rivets with large heads — three times the shank diameter is suggested — and washers under the flared end. Never use countersunk rivets. Calibrate the rivet-setting tools to the correct length to minimize compressive stress and shear in the joint area.
View our range of Blind Rivets.
SPRING PINS
 Slotted tubular spring pins and spiral-wrapped (roll) pins are typically used in shear-loading applications. Pressed into preformed holes with an Arbor press or drill/hammer machine, these pins can cause high hoop stress similar to those in press fits. This may result in part crazing or cracking in some plastics.
Slotted tubular spring pins and spiral-wrapped (roll) pins are typically used in shear-loading applications. Pressed into preformed holes with an Arbor press or drill/hammer machine, these pins can cause high hoop stress similar to those in press fits. This may result in part crazing or cracking in some plastics.
View our range of Spring Pins.
THREAD LOCKERS
Generally, thread lockers can be chemically aggressive to plastics. If you are using a thread-locking liquid to secure metal fasteners, fully test the liquid for chemical compatibility with the thermoplastic material before production use.
Read more about Thread Lockers.
JOINING DISSIMILAR MATERIALS
The growing prevalence of polymer materials in structural applications has spurred research into the combination of dissimilar materials and joining methods – a critical factor in the manufacture of components involving polymers and metallic materials.

In a typical large plastic and metal assembly where movement is restricted, high compressive or tensile stresses can develop.
This figure shows a large plastic part fastened to a metal base or bracket.
As the ambient temperature rises, the plastic will expand more than the metal because the plastic has a higher coefficient of linear thermal expansion. Because the plastic part expands more, it develops a strain-induced compressive stress. An equal tensile stress develops in the metal part. In most cases, these stresses are more harmful for the plastic part than the metal part and can cause failure. Hence restricted fabrication technique is not recommended.
 To avoid these problems, use slotted screw holes in the plastic part for temperature-sensitive designs.
To avoid these problems, use slotted screw holes in the plastic part for temperature-sensitive designs.
The slotted hole could be in either piece, as long as relative movement is allowed.
When joining plastic and metal parts, tightening torque for the inserted screw has important implications. Do not tighten fasteners to the point where joint friction and compressive loads prevent relative movement. If the fasteners are too tight, the effect of the slotted holes will be negated, leading to possible part failure.
ULTRASONIC ASSEMBLY
Ultrasonic assembly is another joining technique for thermoplastics, making permanent, aesthetically pleasing joints. Four common ultrasonic assembly techniques — welding, staking, spot welding, ultrasonic inserts — use high-frequency mechanical vibration to melt mating surfaces.
METAL INSERTS
If your part is going to be disassembled regularly, consider using metal inserts for joining. Most inserts should be installed ultrasonically or with heat to minimize residual stresses.
MOLDED-IN METAL INSERTS
 Molded-in metal inserts can cause high residual stresses in plastic bosses. Avoid inserts in parts made of polycarbonate blends, because the residual stress may result in crazing, cracking and eventual part failure. Always thoroughly test all molded-in inserts in end-use conditions prior to beginning full production runs.
Molded-in metal inserts can cause high residual stresses in plastic bosses. Avoid inserts in parts made of polycarbonate blends, because the residual stress may result in crazing, cracking and eventual part failure. Always thoroughly test all molded-in inserts in end-use conditions prior to beginning full production runs.
View our range of Thread Inserts.
COIL-THREADED INSERTS
 Made into a coil of wire, coil-threaded inserts (Helicoils) provide greater wear resistance and strength than the parent material. However, they can also produce high stress in the boss or receiving hole, which may lead to boss failure.
Made into a coil of wire, coil-threaded inserts (Helicoils) provide greater wear resistance and strength than the parent material. However, they can also produce high stress in the boss or receiving hole, which may lead to boss failure.
View our range of BaerCoil Thread Inserts.
THREAD-CUTTING INSERTS
 With external cutting edges similar to a tap, thread-cutting or Self-Tapping inserts cut a clean, even thread when inserted into a molded or drilled hole. These inserts are usually installed with a tap wrench or a drill press and tapping head. Never use lubricants or cutting fluids when tapping holes in plastic. This is a very reliable method of joining plastics.
With external cutting edges similar to a tap, thread-cutting or Self-Tapping inserts cut a clean, even thread when inserted into a molded or drilled hole. These inserts are usually installed with a tap wrench or a drill press and tapping head. Never use lubricants or cutting fluids when tapping holes in plastic. This is a very reliable method of joining plastics.
View our range of BaerFix Self Tapping Thread Inserts.
Heat set inserts

Align the insert with the pre-printed or drilled hole (for hole sizes refer to the insert manufacturer’s recommendations)
Insert a soldering iron into the insert heating it and the surrounding material up (avoid overheating and melting the surrounding material).Slowly apply pressure, pushing the insert down into the hole to the desired depth.
Tap in inserts
 Align the insert with the pre-printed or drilled hole (for hole sizes refer to the insert manufacturer’s recommendations)
Align the insert with the pre-printed or drilled hole (for hole sizes refer to the insert manufacturer’s recommendations)
Using a hammer gently tap the insert down into the hole to the desired depth.
Other methods
MOLDED-IN THREADS – When your application requires infrequent assembly and disassembly, you can use molded-in threads for mating thermoplastic to thermoplastic parts
SNAP AND PRESS FITS
SNAP FITS Used commonly to join plastic parts, snap fits offer a simple, economical and efficient joining method. Using snap fits may enhance your part’s recyclability because they may reduce or eliminate metal fasteners and allow for easy disassembly.
PRESS FITS
Because press fits can result in high stresses, use caution when choosing this assembly method.
Securing with an embedded nut
Another method of securing 3D printed components together is to embed a nut into the component via a nut shaped cavity (often referred to as a nut boss). This method does not require any material removal. Often determining the optimal nut boss dimensions requires several iterations. Printing small test parts to determine the ideal dimensions can save on time and material costs.
HEAT WELDING AND SEALING
For permanent, inexpensive joints, consider heat welding and sealing. Although some residual plastic — called “flash” — may detract from the part’s appearance, heat welding can be used on parts where aesthetics are not important. As with all bonded joints, increased fillers and fibers may reduce bond strength.
SOLVENT AND ADHESIVE BONDING
Solvent and adhesive bonding are among the least expensive joining methods for permanent bonds. Solvent bonding joins one plastic to itself or another type of plastic that dissolves in the same solvent. Typically, this process involves treating the bonding area with the minimum amount of solvent needed to soften the surfaces, then clamping the parts together until they bond.